
Lithium & Battery Materials
Value Chain Lifecycle
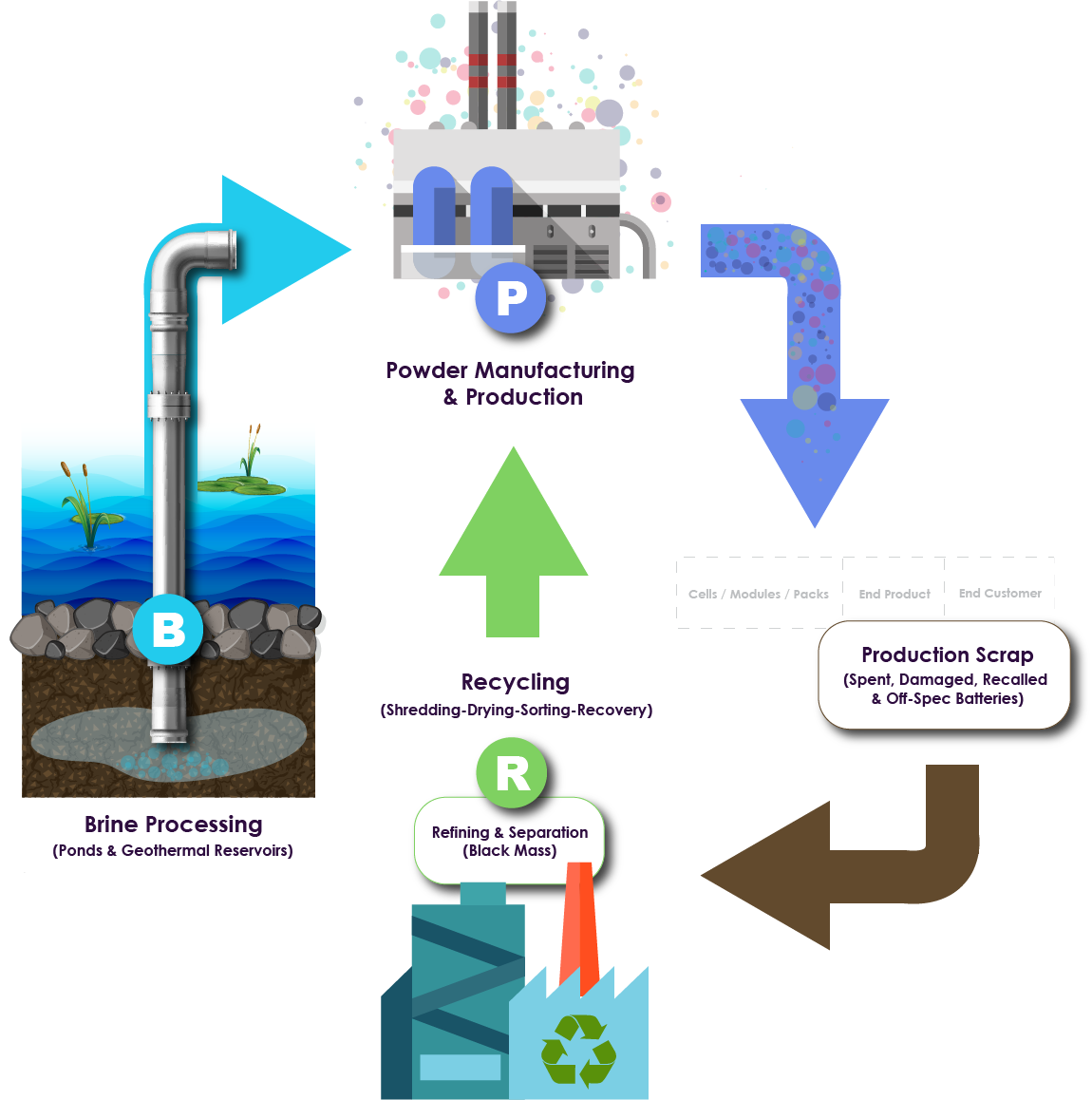
(B) Brine Processing
Lithium can either be mined from spodumene and clays or can be extracted from ponds and geothermal reservoirs. While common sources are mainly from mining, ponds and geothermal reservoirs are more sustainable approaches.
Challenges:
- Geothermal waters contain both suspended solids and dissolved solids. These contaminants reduce the process efficiencies for producing battery-grade lithium hydroxide.
- In addition, as brine processing scales up to meet demand, there is a need to automate processes for safety, reliability and improved efficiencies.
P&ID has expertise in many process filtration technologies such as cartridge and bag filters, filter-dryers, centrifuges, vacuum and pressure filtration, candle and plate filters for clarification, filter presses, pressure leaf, sand and media, cyclone separators and activated carbon. P & ID assists with associated liquid and vacuum pumps, compressors, tanks, agitators, solids handling, conveyors, instrumentation, PLC controls and other packages to complete turnkey, single source, process solutions.
In this step, lithium hydroxide and lithium carbonate along with other components are used to produce battery materials such as precursors (pCAM), anode and cathode active materials (CAM), liquid electrolytes, salts and mixed-metal hydroxides of nickel, cobalt and other chemical elements. Newer materials are further entering the market such as silicon anode material, silicon-carbon powder, and solid-state electrolytes (SSEs).
Challenges:
- In the production of battery materials from slurries during crystallization and precipitation, there are crystal fines and unreacted materials as well as by-products. These must be removed to produce battery-grade materials.
- The battery materials are then dried to a “bone-dry” powder. This may be the rate-limiting step and integration and optimization of the downstream dryers are critical to prevent crystal breakage, balling and agglomeration, etc.
P&ID has both the expertise in process filtration, as described above, and in process drying (paddle, conical, pan, cone, vacuum, spray, etc.). P&ID can develop a strategy for dryer selection, improving dryer performance as well for integration and optimization of the process filtration and process drying steps.
The two main areas for recycling are during the battery production process and end-of-life (EOL) for consumer products. During production, battery scrap is generated due to battery damage, recall, or off-specification for electric vehicle (EV) use. This could be up to 30% of the production capacity. At the other end of the lifecycle, once batteries no longer have sufficient storage capacity they can move into recycling to recover valuable metals that can be reused.
Challenges:
- Production scrap and the EV battery first must be mechanically shredded and undergo size reduction for safe, reliable handling. Reproducible size reduction is critical. There are many choices such as state of charge (SoC), cells/modules/packs, wet or dry, single stage or two-stage with a pre shredder and required size.
- Drying of the black mass must produce a consistent powder to have the maximum recovery of lithium, manganese, cobalt, and nickel.
- Physical separation and sorting requires several steps of screening, zig-zag sifters, milling and dedusting. Each step must be integrated for reproducible fractions with maximum recovery.
- In the final step, refining produces the recyclable material. There are various processes (pyrometallurgical, hydrometallurgical, leaching, specialty leaching) all similar to a specialty chemical plant, with dissolution, crystallization, leaching, purification and drying. An integrated and holistic approach is necessary for maximum recovery with maximum efficiency.
P&ID has over 40 years of experience in process filtration, process drying, and solids material handling to fully integrate and optimize the battery material recycling plant. We work with industry experts in modelling and simulation and unit operations for an overall turnkey systems approach. P&ID can move your operation from demonstration into a full-scale facility generating battery-quality material in a cost-efficient manner.
LITHIUM & BATTERY MATERIALS VALUE CHAIN LIFE-CYCLE
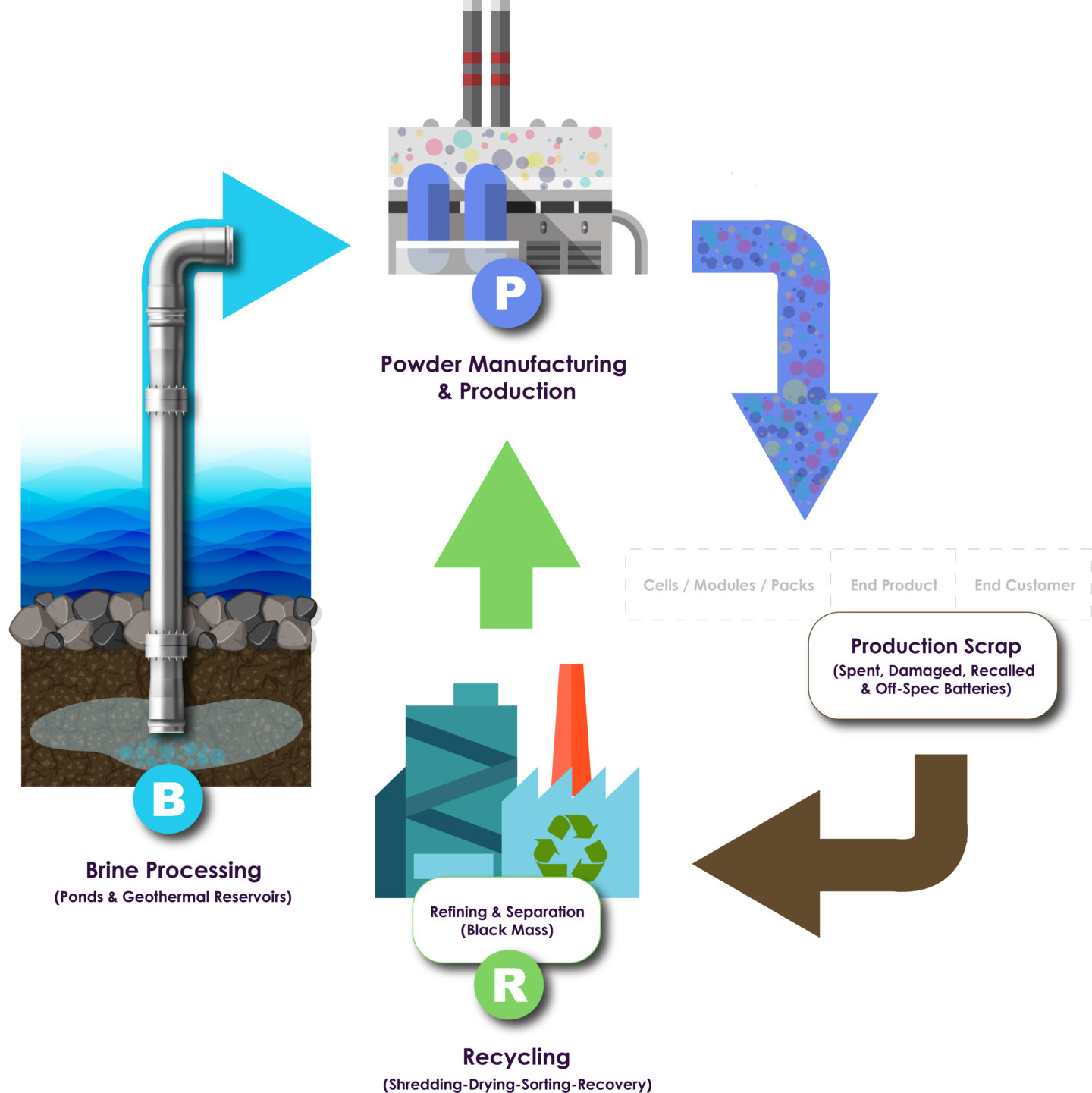
Lithium can either be mined from spodumene and clays or can be extracted from ponds and geothermal reservoirs. While common sources are mainly from mining, ponds and geothermal reservoirs are more sustainable approaches.
Challenges:
- Geothermal waters contain both suspended solids and dissolved solids. These contaminants reduce the process efficiencies for producing battery-grade lithium hydroxide.
- In addition, as brine processing scales up to meet demand, there is a need to automate processes for safety, reliability and improved efficiencies.
P&ID has expertise in many process filtration technologies such as cartridge and bag filters, filter-dryers, centrifuges, vacuum and pressure filtration, candle and plate filters for clarification, filter presses, pressure leaf, sand and media, cyclone separators and activated carbon. P & ID assists with associated liquid and vacuum pumps, compressors, tanks, agitators, solids handling, conveyors, instrumentation, PLC controls and other packages to complete turnkey, single source, process solutions.
In this step, lithium hydroxide and lithium carbonate along with other components are used to produce battery materials such as precursors (pCAM), anode and cathode active materials (CAM), liquid electrolytes, salts and mixed-metal hydroxides of nickel, cobalt and other chemical elements. Newer materials are further entering the market such as silicon anode material, silicon-carbon powder, and solid-state electrolytes (SSEs).
Challenges:
- In the production of battery materials from slurries during crystallization and precipitation, there are crystal fines and unreacted materials as well as by-products. These must be removed to produce battery-grade materials.
- The battery materials are then dried to a “bone-dry” powder. This may be the rate-limiting step and integration and optimization of the downstream dryers are critical to prevent crystal breakage, balling and agglomeration, etc.
P&ID has both the expertise in process filtration, as described above, and in process drying (paddle, conical, pan, cone, vacuum, spray, etc.). P&ID can develop a strategy for dryer selection, improving dryer performance as well for integration and optimization of the process filtration and process drying steps.
The two main areas for recycling are during the battery production process and end-of-life (EOL) for consumer products. During production, battery scrap is generated due to battery damage, recall, or off-specification for electric vehicle (EV) use. This could be up to 30% of the production capacity. At the other end of the lifecycle, once batteries no longer have sufficient storage capacity they can move into recycling to recover valuable metals that can be reused.
Challenges:
- Production scrap and the EV battery first must be mechanically shredded and undergo size reduction for safe, reliable handling. Reproducible size reduction is critical. There are many choices such as state of charge (SoC), cells/modules/packs, wet or dry, single stage or two-stage with a pre shredder and required size.
- Drying of the black mass must produce a consistent powder to have the maximum recovery of lithium, manganese, cobalt, and nickel.
- Physical separation and sorting requires several steps of screening, zig-zag sifters, milling and dedusting. Each step must be integrated for reproducible fractions with maximum recovery.
- In the final step, refining produces the recyclable material. There are various processes (pyrometallurgical, hydrometallurgical, leaching, specialty leaching) all similar to a specialty chemical plant, with dissolution, crystallization, leaching, purification and drying. An integrated and holistic approach is necessary for maximum recovery with maximum efficiency.
P&ID has over 40 years of experience in process filtration, process drying, and solids material handling to fully integrate and optimize the battery material recycling plant. We work with industry experts in modelling and simulation and unit operations for an overall turnkey systems approach. P&ID can move your operation from demonstration into a full-scale facility generating battery-quality material in a cost-efficient manner.